MODELS AVAILABLE FROM STOCK Shorter lead times. Your deadlines met.
APPLICATION EXPERIENCE YOU CAN RELY ON We'll specify the ideal solution for your process.
LOWER TOTAL LIFETIME COST SOLUTIONS Efficient, easy to maintain & long life design.

If you’re in the food and drink manufacturing industry you’ll know just how many pumps your plant relies on for efficient production; for dosing specific quantities of ingredients in the production line, transferring the finished product into containers and removing any waste product leftover.
With fluids varying from shear sensitive creams and syrups, to viscous, solid laden sauces to high temperature vegetable oils, the process of specifying a food transfer pump requires technical application experience to make sure that you have the right pump to deliver your process correctly and without downtime. With 15 years’ experience supplying pumping solutions to food processing and packaging plants, dairies and breweries, this is exactly what we are able to offer.
 With public health and safety paramount, equipment supplied for food and drink processing needs to ensure that the handled product is suitable for human consumption and does not fall victim to contamination. This generally means that food transfer pumps need to be made from non-contaminating materials and can be easily cleaned.
With public health and safety paramount, equipment supplied for food and drink processing needs to ensure that the handled product is suitable for human consumption and does not fall victim to contamination. This generally means that food transfer pumps need to be made from non-contaminating materials and can be easily cleaned.
FDA regulations from the US Food and Drug Administration state that food contact surfaces need to be smooth, free of cracks and crevices, non-absorbent, cleanable, non-toxic and corrosion resistant to ensure that no food or bacteria can harbour and contaminate the product. 300 grade stainless steel is an example of an FDA approved material for food grade pumps.
Where the client wants more official compliance than the pump being constructed from food grade materials, we offer food safe pumps approved to 3A and EHEDG standards and can supply the relevant documentation to prove their compliance. These standards lay out a criteria for the design and fabrication of equipment that comes into contact with food, which it then third party evaluated. Whilst there are currently no legal requirements to use a hygienic pump officially certified by a third party as safe for use with food, a manufacturer’s duty to uphold public sanitary conditions means that lots opt for this for guaranteed safety.
The food processing industry has a vast range of requirements when it comes to the pumps they use. We can supply food safe pumps for:

As you can see from the list above, there can be huge variances in the thickness and consistencies of liquids – take honey for example, that is an entirely different in every way to pumping chopped tomatoes. For that reason, the range of food grade pumps we offer involves various pumping technologies and design features.
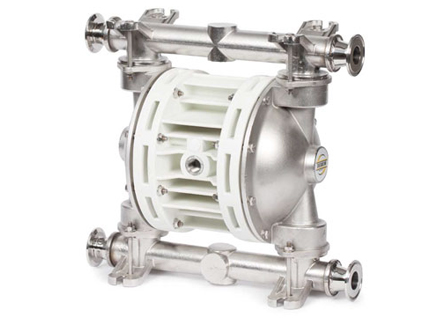
 Food Grade Barrel Pumps – We offer a range of food grade drum pumps for applications such as mixing and barrel emptying, when it is required to transfer food stuff from its container. Models in our range are capable of emptying 99.98& of a barrel to eliminate product waste.
Food Grade Barrel Pumps – We offer a range of food grade drum pumps for applications such as mixing and barrel emptying, when it is required to transfer food stuff from its container. Models in our range are capable of emptying 99.98& of a barrel to eliminate product waste.
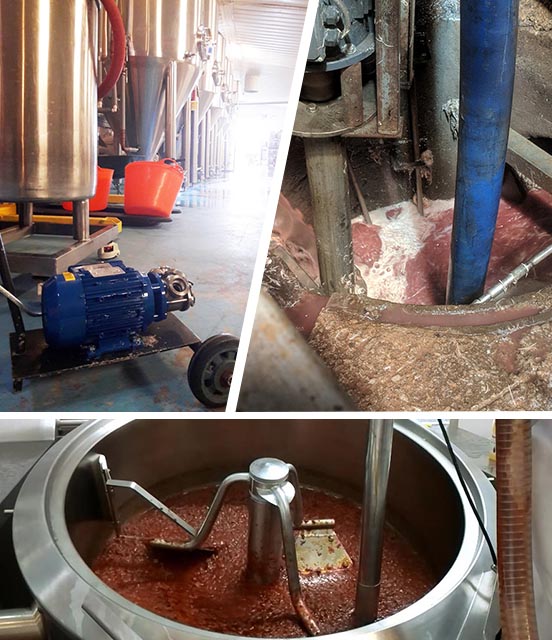
We've been supplying the food and drink industry with pumping solutions for their manufacturing plants for over 15 years. From a portable beer transfer pump for a brewery, to a food grade barrel pump for hot, bolognese sauce to a vertical immersion pump for pumping waste chicken guts at a halal factory, here's just a few of our past projects where we've helped customers like you to find a pump that delivers your process...
If you're looking for a pump for a food or drink application, then we can be of assistance. Contact our technical sales engineers on +44(0)1773 533 283 to talk through your application, or alternatively email sales@castlepumps.com with your requirements.
![]()
Castle Pumps are fully accredited to enable you to buy with confidence. Our accreditation includes:
![]() A division of the CTS Group, Part of Flow Max Ltd.
A division of the CTS Group, Part of Flow Max Ltd.