How do rotary vane pumps work?
Vane pumps, also known as rotary vane or sliding vane pumps, operate via the positive displacement principle. Positive displacement pumps essentially move the fluid by trapping a fixed volume and forcing that trapped fluid into the discharge pipe.
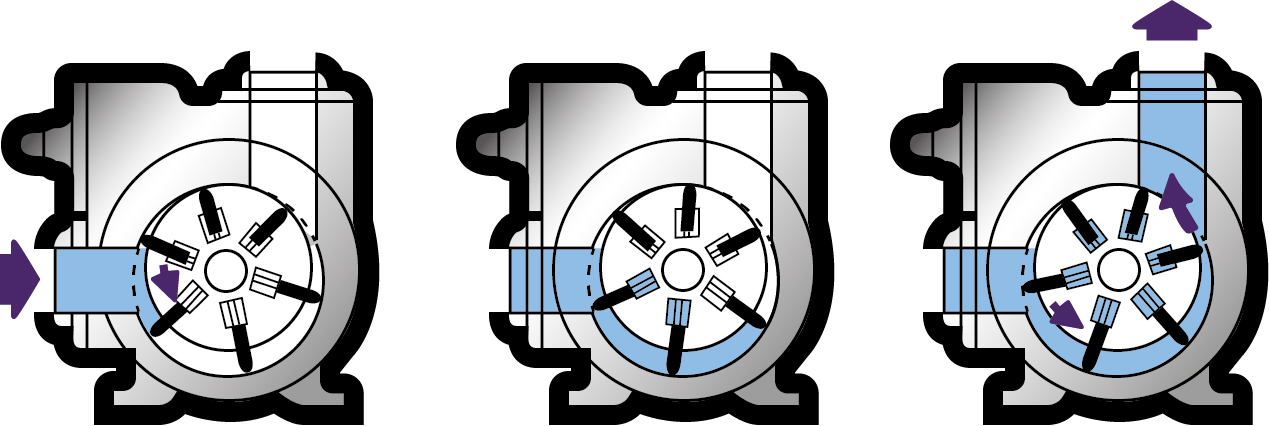
As its name would suggest, vane pumps have rectangular shaped vanes mounted into slots on a rotor that turns inside the asymmetrical pump casing. As the rotor turns, the asymmetrical shape of the casing causes the vanes to move in and out of the slots to touch the casing walls and trap the fluid between this and the rotor. This mechanism draws the fluid round until it is forced out of the discharge port.
Design benefits
Little metal to metal contact – As the vanes are generally constructed from carbon graphite, there is no real metal to metal contact inside pump. Not only does this reduce the amount of wear to the internals of the pump, which results in lower maintenance and overall running costs, it also allows the pump to handle non-lubricating fluids such as alcohols and gasoline.
Versatile solution – The vane pump design is able to handle a range of low to medium viscosity clean fluids, including those at high temperatures, those with gas/vapour content and as discussed above non-lubricating fluids thanks to the little metal to metal contact.
Ease of maintenance –The main wearing part within the vane pump design is the vanes themselves. As these are designed to be easily removed and replaced without any significant cost or time implications, vane pumps are generally seen as low maintenance solutions.
Good suction/vacuum capabilities – Thanks to the tight seal between the vanes, rotor and pump casing, the vane pumping principle benefits from good suction capabilities making them ideal for applications such as tank stripping.
Performance less affected by suction head – A vane pump, like most positive displacement pumps, is not affected by the pressure against which they operate. This is the opposite to a centrifugal pump, which is far more affected by changing suction conditions and is therefore a lot more likely to operate away from the desired duty point.This makes the vane pump particularly suitable for performing applications where the suction pressure may change such as tank to tank transfer.
Dry run for short period times – Whilst not designed to be left to run dry, rotary vane pumps are able to run without fluid entering the pump for a short period.
Typical applications of a vane pump
Rotary vane pumps are a popular and efficient solution for the transfer of clean, low to medium viscosity fluids and fuels at a range of temperatures and relatively low pressures. Rotary vanes pumps are a particularly good choice for the following applications:
- Fuel and light oil transfer
.jpg)
- Lubrication
- Gasoline/petroleum
- LPG gas (propane)
- Chemical handling
- Alcohols and solvents
- Bitumen transfer
- High temperature fluids
- Liquefied gases
The sliding vane pump design makes them generally unsuitable for high viscosity applications, as a thick liquid would prevent the vanes from moving in and out of their slots with ease. In addition, their very tight tolerances mean that solids cannot pass and will jam the vanes; hence them being suited to relatively clean liquids.
Vane pumps tend to be used in low pressure installations rather than high pressure. As the pressure within the pump chamber increases, the vanes start to struggle to maintain contact with the casing walls and push the fluid round.
Troubleshooting vane pumps
Rotary vane pumps are a robust and reliable design, yet as with anything issues can occur. Should you experience a problem there is a likely explanation which can be identified using the below troubleshooting table.
| Symptom | Possible Problem |
| The pump does not prime | The pump is not wet Worn vanes Inlet valve closed Air entering the inlet pipe Filter blocked Inlet pipe or valves blocked or too restrictive Pump blocked by steam Pump speed insufficient for priming Safety valve partially open, worn or incorrectly seated |
| Reduced capacity | Pump speed too low Inlet valves not fully open Excessive restriction in inlet pipe or outlet pipe Damaged or worn parts Safety valve worn, rated to low a value or not properly closed Vanes incorrectly installed |
| Noise | Joints undersized or with restrictions in the inlet pipe Excessive pump speed for the liquid’s viscosity or volatility Pump too distant from the source of the fluid Pump operating for too long with a blocked outlet pipe The pump is not firmly installed Worn or damaged bearings Vibrations in due to incorrectly fixed pipes Bent shaft or motor coupling misaligned Failure of a valve in the system Safety valve rating too low Damaged vanes Vanes incorrectly installed |
| Damaged vanes | Entry of foreign bodies in the pump The safety valve does not open Hammer blow – pressure spikes Motor and pump misaligned Vanes excessively worn or cracked Accumulated or solidified material in the pump during start-up |
| Mechanical leaks | O-rings not compatible with the liquid being pumped O-rings with notches, cuts or damage Shaft damaged, worn or dirty in the area of the gasket Ball bearings excessively lubricated. Excessive cavitation Faces of mechanical gaskets with cracks, scratches, pitting or dirt |
