MODELS AVAILABLE FROM STOCK Shorter lead times. Your deadlines met.
APPLICATION EXPERIENCE YOU CAN RELY ON We'll specify the ideal solution for your process.
LOWER TOTAL LIFETIME COST SOLUTIONS Efficient, easy to maintain & long life design.
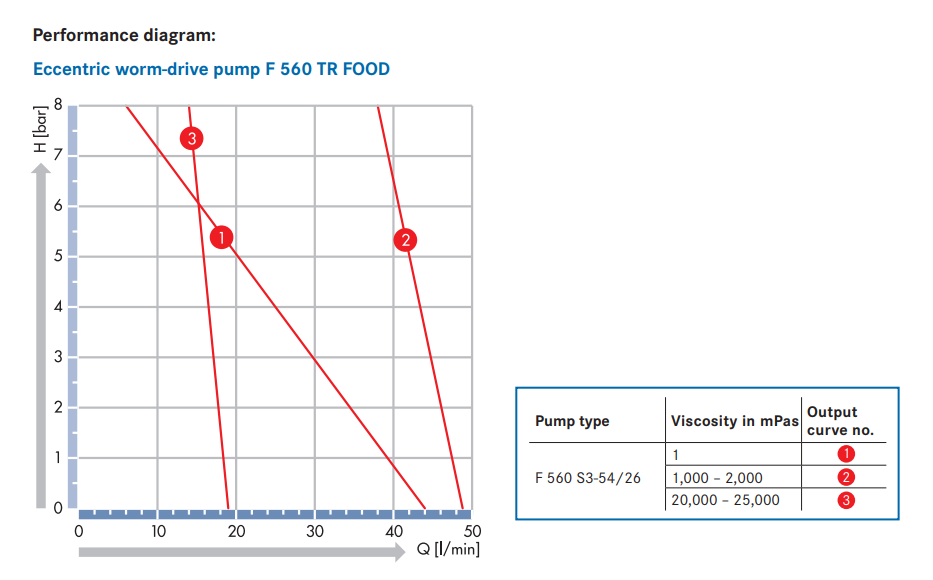
| Flow Rate | UP to 50L/min |
| Max Head (pressure) | Up to 8 Bar |
| Max Temperature | 100°C |
| Immersion Lengths | 400, 1000 and 1200mm |
| Max. Viscosity | 50,000cP |
| Flow Rate | UP to 50L/min |
| Max Head (pressure) | Up to 8 Bar |
| Max Temperature | 100°C |
| Immersion Lengths | 400, 1000 and 1200mm |
| Max. Viscosity | 50,000cP |
The Flux F560TR Eccentric Worm Drive Barrel Pump is a horizontal food grade pump designed for pumping viscous fluids, even pasty substances up to 50,000 CP from a barrel or IBC containers that is not accessible from the top. The wide viscosity range of this food-grade drum pump makes it a versatile solution for many applications in the food, cosmetic and pharmaceutical industries. Due to the progressive cavity style design, the sanitary barrel pump by Flux, provides smooth flow at constant pressure, ensuring little disruption to the pumped fluid. This makes it a preferable choice for handling shear sensitive fluids.
Equipped with a robust bearing flange between the motor and the shaft that provides additional support, this high viscosity barrel pump has excellent performance and extended service life. The advanced design features of the F560TR food grade drum pump mean that there are no hidden voids or inaccessible parts. This, combined with the special shaft design that allows reversible flow operations and the ability to disassemble easily, allows the Flux drum pump to be easily cleaned and/or sterilised with minimum effort, ensuring compliance with the hygienic regulations. FDA compliant, this stainless steel barrel pump has a comprehensive modular construction system to limit any potential cross contamination.
The F560TR high viscosity electric drum pump is a versatile pumping solution. This Flux sanitary pump can be used in fixed installations and as a portable pumping solution. The electric drum pump can be mounted on a trolley or a console that can be easily moved between drums and IBCs. Another benefit is that this Flux pump can be adjusted individually based on the media's characteristics to provide efficient operation. Available with either a 3 phase electric or compressed air motor, the Flux F560TR food grade pump can also be supplied with ATEX certification for flammable fluids and environments.
The Flux F560TR Series Eccentric Worm Drive Barrel Pumps are available with the following material options:
| Stainless Steel | PTFE | NBR | |
| TUBESET | X | ||
| STATOR | X | X |
This Flux pump is a perfect food grade pumping solution for transferring high viscosity liquids from a drum or IBC, which are not accessible from above. The food grade drum pump is FDA approved and can be supplied with ATEX certification for flammable fluids and environments.
Versatile pumping solution - This electric drum pump can be supplied with a three-phase motor or FPM compressed-air motors. In addition, the stator of the F550TR barrel pump can be supplied in various materials, ensuring that the pump can be used in multiple applications.
The Flux F560TR food grade pump is made of stainless steel and can be easily stripped down to clean and sterilise components to prevent bacteria growth. The food grade electric drum pump is also FDA approved, meaning the pump is appropriate for food transfer and hygienic operations where viscous, shear-sensitive fluids are handled.








![]()
Castle Pumps are fully accredited to enable you to buy with confidence. Our accreditation includes:
![]() A division of the CTS Group, Part of Flow Max Ltd.
A division of the CTS Group, Part of Flow Max Ltd.


{kind=link}