MODELS AVAILABLE FROM STOCK Shorter lead times. Your deadlines met.
APPLICATION EXPERIENCE YOU CAN RELY ON We'll specify the ideal solution for your process.
LOWER TOTAL LIFETIME COST SOLUTIONS Efficient, easy to maintain & long life design.
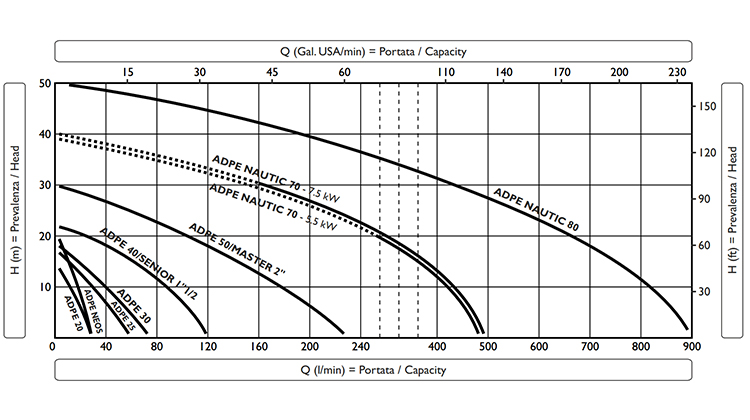
| Flow Rate | Up to 54 m³/Hr |
| Max Head (pressure) | Up to 55 M |
| Max Temperature | Max. 165°C |
| Max Viscosity | Up to 100 cP |
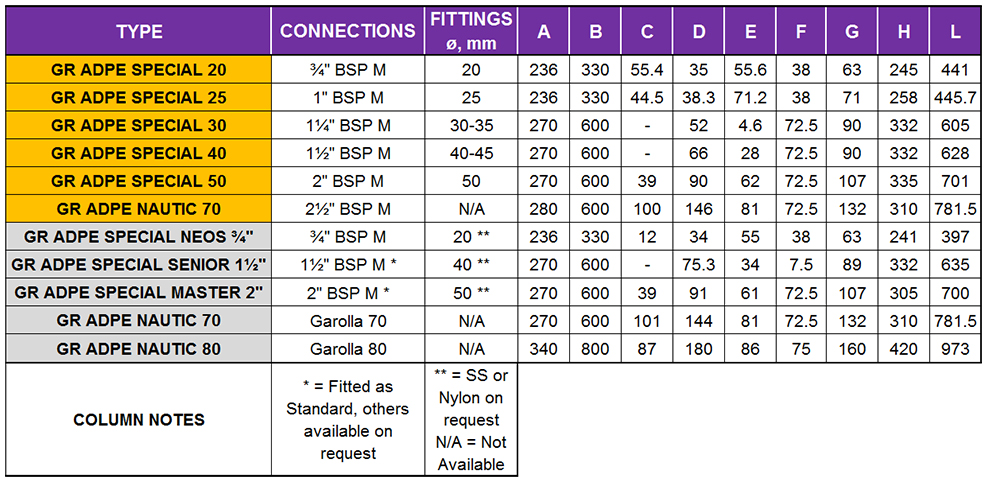
| Outlet Sizes | ¾” up to 3” |
| Flow Rate | Up to 54 m³/Hr |
| Max Head (pressure) | Up to 55 M |
| Max Temperature | Max. 165°C |
| Max Viscosity | Up to 100 cP |
| Outlet Sizes | ¾” up to 3” |
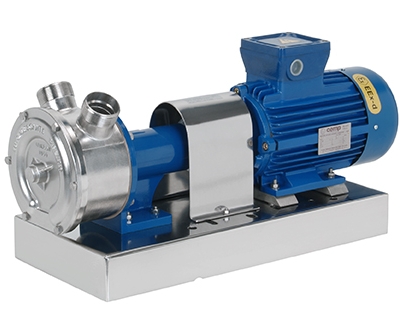
The Liverani GR ADPE Series are long coupled, Explosion Proof (II 2G IIC c T4 X / II 2G IIB c T4 X) side channel pump. These liquid ring pumps are frequently used in many industries for the transfer and offloading of clean, low viscosity and flammable fluids such as light hydrocarbons including Aviation Fuel / Kerosene, Petrol & Diesel as well as alcohols, acids, solvents & edible fluids.
The GR ADPE side channel pumps are an incredibly robust and versatile pump, offering a varied flow and head range as well as motor voltage options and control options. They are supplied either on a baseplate or trolley for portable applications.



MATERIALS OF CONSTRUCTION:
| Description | Bronze | Stainless Steel AISI 316 | Nitrile (NBR) | PTFE | Ceramic / Graphite / NBR | Ceramic / Graphite / Viton | Ceramic / Graphite / EPDM |
| Part List | |||||||
| Pump Body | • | • | |||||
| Impeller | • | • | |||||
| Shaft | • | ||||||
| Mechanical Seal | • | • | • | ||||
| Flange Seal | • |
** NOTE: Changes in Lip & Mechanical Seal Materials are at cost.
Thanks to the following features the Liverani GR APDE side channel pump is an option that can be applied to many application requirements.
Like centrifugal pumps, side channel pumps have narrow tolerances that make them suited to only clean, low viscosity fluid free from solids. However, their uses do vary. Firstly, side channel pumps can handle high temperature fluids that are pumped close to boiling point and also can pump fluids that contain up to 50% gas content with little interruption to fluid flow. Their hygienic design and their reversible operation means that the Liverani GR APDE liquid ring pump is ideal for the below applications:
| Marine Applications: | Industrial Applications: |
|
|
![]()
Castle Pumps are fully accredited to enable you to buy with confidence. Our accreditation includes:
![]() A division of the CTS Group, Part of Flow Max Ltd.
A division of the CTS Group, Part of Flow Max Ltd.


{kind=link}
{kind=link}
{kind=link}
{kind=link}