MODELS AVAILABLE FROM STOCK Shorter lead times. Your deadlines met.
APPLICATION EXPERIENCE YOU CAN RELY ON We'll specify the ideal solution for your process.
LOWER TOTAL LIFETIME COST SOLUTIONS Efficient, easy to maintain & long life design.
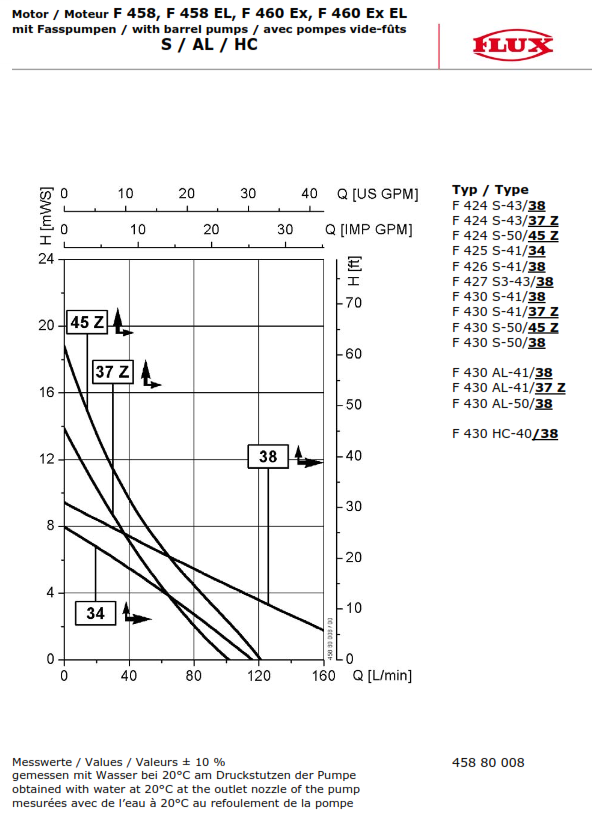
| Flow Rate | Up to 240L/min |
| Max Head | Up to 13m |
| Max Temperature | 120°C |
| Immersion Lengths | 1000 and 1200mm |
| Flow Rate | Up to 240L/min |
| Max Head | Up to 13m |
| Max Temperature | 120°C |
| Immersion Lengths | 1000 and 1200mm |
The Flux Barrel Pump Kit for Highly Flammable Liquids comes as a ready-to-use pump kit, complete with F424 stainless steel pump, motor, universal hose, quick action tap and compression gland in PP. This chemical barrel pump kit is designed for transferring high flammability liquids such as acetone, ethyl alcohol, methyl alcohol, toluene and xylene up to 800 cP from small containers, drums and IBCs.
The Flux barrel pump kit does not contain a mechanical seal and therefore is suitable for transferring solvents and other fluids that would otherwise damage a mechanical seal. In addition, the absence of a mechanical seal ensures that this solvent transfer pump will not run dry, and there will be no contamination of the liquid by shaft lubricants. The shaft of this electric drum pump for chemicals is lubricated by the pumped fluid, providing no concern for the operator or wearing seals.
Suitable for free-flowing, non-abrasive liquids that do not bond or crystallize, this solvent barrel pump has a heavy duty design that ensures long service. The Flux Barrel Pump Kit for Highly Flammable Liquids is also easy to disassemble and clean with minimum effort, making it a perfect solution for many industrial applications. Ideal for use in hazardous areas, this electric drum pump is Ex protected, and it is supplied with an ATEX certificate.
The Flux Barrel Pump Kit for High Flammability Liquids is available with the following material options:
| STAINLESS STEEL 316L/316TI | |
| TUBESET | X |
This Flux pump is a perfect pumping solution for transferring light free flowing, non-abrasive and highly flammable liquids that do not bond or crystallize from drum or IBC. The chemical barrel pump has long service life due to its heavy duty design and the absence of a mechanical sale.
The chemical barrel pump kit is designed for transferring high flammability liquids up to 800 cP. Typical applications for this solvent drum pump are as follows:
![]()
Castle Pumps are fully accredited to enable you to buy with confidence. Our accreditation includes:
![]() A division of the CTS Group, Part of Flow Max Ltd.
A division of the CTS Group, Part of Flow Max Ltd.


{kind=link}