MODELS AVAILABLE FROM STOCK Shorter lead times. Your deadlines met.
APPLICATION EXPERIENCE YOU CAN RELY ON We'll specify the ideal solution for your process.
LOWER TOTAL LIFETIME COST SOLUTIONS Efficient, easy to maintain & long life design.
| Flow Rate | 106.5 m³/hr |
| Max Head (pressure) | Up to 10 bar |
| Max Temperature | 150°C |
| Maximum Viscosity | 250000 SSU |
| Inlet/Outlet Sizes | - |
| Flow Rate | 106.5 m³/hr |
| Max Head (pressure) | Up to 10 bar |
| Max Temperature | 150°C |
| Maximum Viscosity | 250000 SSU |
| Inlet/Outlet Sizes | - |
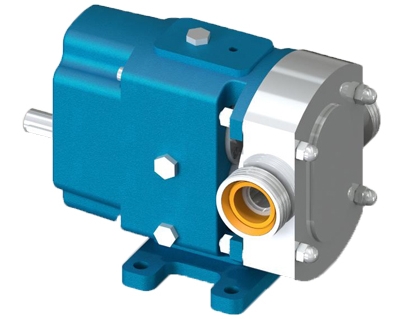
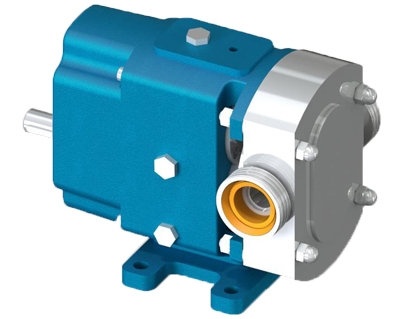
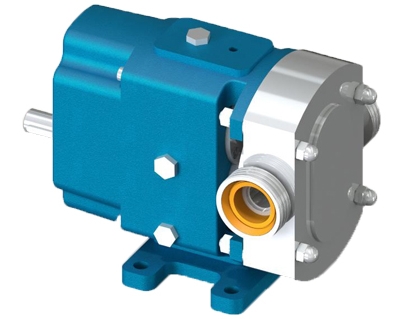
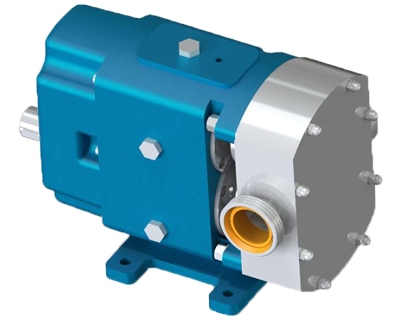
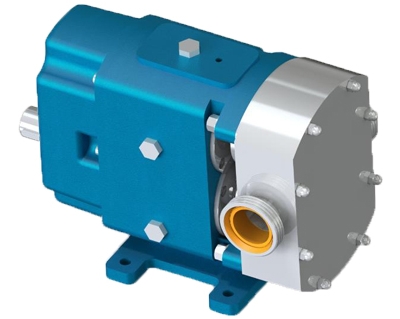
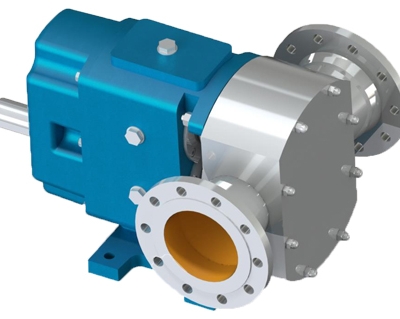
The GQT Series of Lobe Pumps have a gentle pumping action to ensure the state of the pumped medium is unchanged during pumping. The large pumping chamber, which allows the passage of solids such as olives or cherries without damage, makes this rotary lobe pump useful for food applications where the product must remain intact. The pump casing is available in AISI 316 stainless steel as standard for hygienic applications and it benefits from excellent clean in place qualities. The most common applications for the GQT Series of lobe rotor pumps include food processing, beverages, dairy, personal hygiene products, pharmaceutical and chemical.
| CAST IRON | CAST IRON | STEEL CAST | STAINLESS AISI 304/316 CAST | BEARING | MECHANICAL SEAL | LIP SEAL |
| PUMP BODY & COVERS | X | |||||
| LOBE CASING & | X | X | ||||
| BEARINGS | X | |||||
| SEALING | X | X |
![]()
Castle Pumps are fully accredited to enable you to buy with confidence. Our accreditation includes:
![]() A division of the CTS Group, Part of Flow Max Ltd.
A division of the CTS Group, Part of Flow Max Ltd.