Food & Drink

Viscous Tomato Paste – Food Grade Drum Pump
A manufacturer and supplier of bulk food pastes and marinades to the catering industry contacted Castle Pumps Ltd with a food processing pump enquiry for their production facility. They were looking to pump sundried tomato paste from their processing machine, where the sundried tomatoes get chopped into the blend, into 15kg buckets that are then supplied as the final product. The challenge of this particular food transfer pump requirement is the product itself that is being handled.

Ready to Drink Cocktail Producer – Flexible Impeller Pumps
We were approached by a manufacturer of ready to drink cocktails looking for pumps for the transfer of various fluids used within the recipes, as well as the finished product. The initial enquiry was just for two pumps, which they wanted to trial to see if it was worth upgrading all of their existing alcohol transfer pumps on site used for handling their drink products. After 6 months of excellent service, they returned with an enquiry for another 7 of the same pumps plus another pump for transferring 55% proof alcohol.

Bakery Fillings & Flavour Dosing – Food Grade Peristaltic Pumps
A bakery and confectionary goods producer contacted Castle Pumps looking for some pumps to help them move away from the manual handling of some of their ingredients, and upscale their production. There were two separate applications for which they needed solutions which Castle Pumps were happy to help with. Firstly, they required a pump for transferring the thick and sometimes solid laden fillings of their doughnuts and apple fritters.
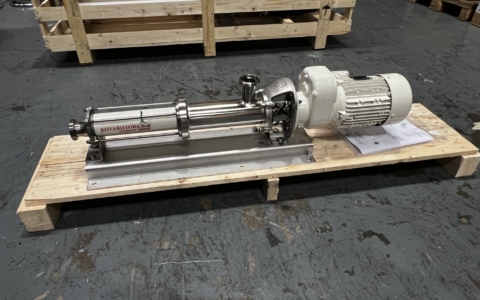
Soup Transfer – Food Grade Progressive Cavity Pump
Castle Pumps received an enquiry from a Stainless Steel fabricating company, who specialise in the design and manufacturer of equipment for the food processing equipment. A project they were commissioned to work on required a pump to be installed onto the equipment they were manufacturing, which we were happy to help specify. The pump was needed to transfer soup, which could contain both meat and vegetable pieces.

Vape Flavour Dispensing from IBCs - Food Grade Barrel Pump
Castle Pumps received an enquiry from a manufacturer of vape liquids and flavours who were looking to upscale their production. Part of this involved improving the efficiency of transferring the concentrated flavours from the IBCs where they are stored. The customer was looking for a number of container emptying solutions for fitting onto the IBCs and dispensing the favours without manually handling the fluid. They were looking for a number of container emptying solutions for fitting onto IBCs.

Wine Transfer in Winery - Flexible Impeller Pump
We received an enquiry from a contract winemaker based in the UK. They required a food grade pump to transfer wine at temperatures between 2 and 65⁰C, with a maximum flow rate of 15,000 litres per hour and ideally the option of variable speed to enable more control. Due to the nature of their application and the specifications required, we supplied the Liverani All in One Flexible Impeller Pump which was a perfect fit for their requirements.


